







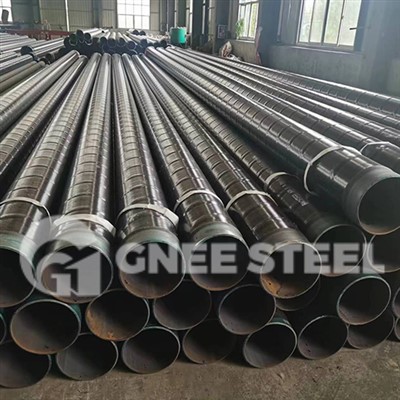
لوله فولادی پوشش پلی اتیلن DIN 30670
WT٪ 3a 1.24mm ٪ 7b٪ 7b2٪ 7d٪ 7dmm (SCH٪ 7b٪ 7b3٪ 7d٪ 7dSCH160)
طول: 5.8M; 6M; 11.8 M، 12M یا به عنوان نیاز مشتری
توضیحات لوله فولادی پوشش پلی اتیلن DIN 30670
DIN 30670 الزامات را برای پوشش های پلی اتیلن سه لایه اکسترود شده در کارخانه و یک یا چند لایه از پوشش های پلی اتیلن ذوب شده که محافظت ضد خوردگی برای لوله ها و اتصالات فولادی ایجاد می کند، مشخص می کند. این پوششها برای محافظت از لولههای فولادی مدفون یا غوطهور که برای عملکرد در دماهای مختلف از -40 درجه تا +80 درجه طراحی شدهاند، مناسب هستند.
لوله های فولادی پوشش پلی اتیلن DIN 30670 سازه های خط لوله ای هستند که از لوله های جوش داده شده درز مستقیم، لوله های جوش مارپیچی یا لوله های بدون درز برای انتقال مایعات یا گازها ساخته شده اند. پوشش پلی اتیلن حفاظت کافی در برابر نیروهای مکانیکی، حرارتی و شیمیایی که در حین عملیات، حمل و نقل، ذخیره سازی و نصب با آن مواجه می شوند، فراهم می کند.
مشخصات لوله های فولادی پوشش پلی اتیلن DIN 30670
تایپ کنید
لوله فولادی DSAW با روکش پلی اتیلن
لوله فولادی جوش داده شده با روکش پلی اتیلن
اندازه: 10.3-1020mm * 2mm-40mm(1/4" - 40")
WT٪ 3a 1.24mm ٪ 7b٪ 7b2٪ 7d٪ 7dmm (SCH٪ 7b٪ 7b3٪ 7d٪ 7dSCH160)
طول: 5.8M; 6M; 11.8 M، 12M یا به عنوان نیاز مشتری
مواد
API 5L Gr. B X42 X46 X52 X56 X60.
ASTM A106/53 Gr. A /Gr. B / Gr. سی
APL 5CT:J55، K55، N80، L80، C90، T95، P110
DIN 1629٪ 3a St 37.٪ 7b٪ 7b2٪ 7d٪ 7d٪ 2c St 44.٪ 7b٪ 7b4٪ 7d٪ 7d٪ 2c St 52.٪ 7b٪ 7b6٪ 7d٪ 7d
DIN 17175: St35.8، St45.8، 17Mn4، 17Mn5، 15Mn5، 15Mo3، 13CrMo910
EN10240: S235JO، S235JR، S355JR، P265TR1، S355JRH...
لوله فولادی پوشش پلی اتیلن


درمان سطحی
سطح لوله ها و اتصالات فولادی باید با سندبلاست تمیز شود و به درجه SA 2 1/2 بر اساس DIN EN ISO 8501-1 برسد. در طول عملیات سطح و فرآیندهای پوشش دهی بعدی، دمای سطح لوله باید حداقل 3 درجه بالاتر از نقطه شبنم باشد. زبری سطح Rzباید بین 40 میکرومتر تا 90 میکرومتر باشد. پس از تمیز کردن، کیفیت سطح لوله باید به صورت بصری بررسی شود. قبل از اعمال پوشش، سطح فلزی لوله فولادی باید عاری از هر گونه آلودگی و مواد مضر مانند کثیفی، روغن، گریس و پاشش جوش باشد، زیرا این مواد می توانند چسبندگی پوشش را مختل کنند.
پوشش لوله
قبل از پوشش، سطح لوله باید تا دمای مورد نیاز گرم شود و این دما باید کنترل شود. این همچنین در مورد پارامترهای مربوطه خط تولید اکستروژن صدق می کند. ظاهر لایه میانی باید مرتباً بررسی شود. پس از سرد شدن، ظاهر و تداوم سیستم پوشش باید در تمام طول لوله به صورت بصری ارزیابی شود. پوشش باید به رنگ یکنواخت، از نظر ظاهری صاف، عاری از سوراخ سوزنی و عاری از سایر عیوب باشد که می تواند بر کیفیت پوشش تأثیر منفی بگذارد.
تگ های محبوب: لوله فولادی با پوشش پلی اتیلن din 30670، تولید کنندگان لوله های فولادی با پوشش پلی اتیلن دین 30670 چین, grootmaat 3pe pyp, Hoë druk 3PE pyp, Logistiek 3PE -pyp, Rooi 3PE -pyp, Korttermynvoorraad 3PE -pyp, Toets 3PE -pyp
شما نیز ممکن است دوست داشته باشید





ارسال درخواست